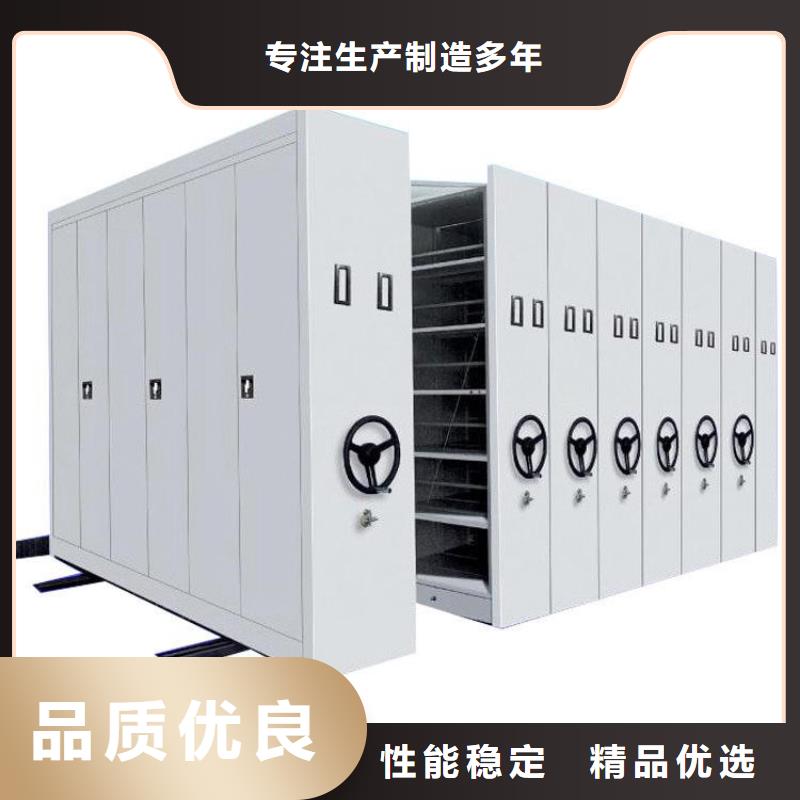



赤峰档案密集架价格 本公司专业生产:密集架 密集柜 智能密集柜 档案密集架等系列产品。
豪华型全封闭、半封闭手动密集柜基本技术及结构要求
1)、执行标准:密集架生产执行GB/T13667.3-2003和 档案局DA/T7-92边准,其材料、性能、结构等技术指标应优于上述标准。
(2)、基本要求:
1)、每层搁板承重≥80kg,80kg存档不会产生明显变形, 挠度为4mm,80kg载荷24小时后不得有裂纹和 变形。每层搁板底面中心部位通体加钢衬板。
2)、钢板厚度应为喷塑前材料厚度,钢板采用国产优质的符合GB710标准的幼稚冷轧钢板,应有生产厂家材质单,采购人有权对进场货物进行现场验货。
3)、传动机构双向超越离合器结构:采用三分力、三变速中间双传动,全轮驱动,要求转动灵活、平稳、强劲有力,传动比不小于1:4.38,并且不得有失灵、摇晃、倾斜现象。
4)、底盘采用整体焊接,刚性足,不变形;每列中间、节与节之间必须完全封闭、半封闭隔离,底盘与路轨喷塑处理。
(3)、工艺要求:
1)、表面处理:各部零件涂覆前,必须进行除油、除锈、清洗、表调、清洗、磷化、二遍清洗,磷化处理按照GB6807.92标准进行,每道工序分槽处理,所有标准件及紧固件均须热化或镀锌处理。
2)、表面覆盖采用亚光静电喷塑(需有预烘干工序),粉末生产厂家需通过ISO14001环保认证,要求提供认证。表面均匀光亮、色泽一致、无划痕,涂膜附着力应能达到DB1720中规定的一级指标。提供喷塑及前处理工艺批示单。
3)、产品生产工艺过程,下料、冲压、轧压等工序全部达到模具化。零件组合焊接从轨道、立柱、底盘、封门的钻孔等工序,全部达到工装夹具化,以使产品具有优良的互换性和协调性。
A、所有钣金件、机加件加工后应打磨毛刺,无裂纹及伤痕。
B、所有焊接件焊接牢固,焊痕光滑、平整。
C、安装中不得采用抽钉或自攻钉连接形式,应全部采用螺栓活接。
D、安装后所有同层搁板高度偏差应不大于2mm。
4)、投标人需列明密集架各连接部位采用的零部件名称、规格、质地、强度、工艺等要素
(4)安装要求:
1)、轨道为埋入式,与装饰地面齐平。
2)、密集柜完成安装后,在全负载情况下,各列密集架都应运行自如,不得有阻滞现象,空载时一人可轻松摇动一组15列柜,单列运行手柄摇力不大于12N。
3)、箱体垂直度:±1~2mm/列,合拢后列间隙不得超过5mm。
4)、产品各零件、组合件之间应能保持互换性。
5)、零配件选料上乘,不得有脱落现象。
(5)、安全防护要求:
1)、密集架顶部安装有防尘板,底部有防鼠板,列间采用抗老化橡塑磁力密封条密封,保证合拢后的密集架是一个不受外界干扰的密封箱体。
2)、每列移动密集架底盘上都要安装防倾倒装置。
3)、轨道末端设有限位块,防止底盘脱轨。
4)、首列密集柜安装有列锁,架体全部合拢时可以锁住,可以保证藏品的安全。
密集柜架,移动手动密集档案柜的安全注意事项
1、当人进入相邻二架体前,必须先用自锁柄锁定二架体,以防架体意外移动而挤伤工作人员。
2、每节贮存物品重量不大于600kg,物体在双面架体内双面均匀存放为宜,以保持架体载重均匀,受力平衡。
3、密集柜仅作物体存放之用,不可将架体和层板当作扶梯攀登,避免架体单面承重不均匀而造成人身伤害。、
随着技术的发展,密集柜基本分为:手动型密集柜,电动型密集柜,电脑智能型密集柜。根据密集柜的封装形式又分为半封闭密集柜及全封闭密集柜。
同时密集柜又被称为密集架,根据用途及承重的不同,又分为双立柱密集柜和三立柱密集柜,其中双立柱密集柜为常用型密集柜。
不同形式的密集柜各有优缺点,首先手动型密集柜,它操作简单,坚固实用,且价格低廉;只是在存取频繁的情况下略下不足。是存储业务量少的中小型公司及企业的 。其次是电动密集柜,它具有手动密集柜的优点,更方便密集柜的移动,而且省时省力, 的不足在于它属于半自动化的产物,在无形中就增加了故障的发生率,长时间使用在可靠性上低于手动密集柜。适用于存取业务偏多的公司及企业。 是电脑密集柜又叫智能密集柜,智能型大家都不陌生,它是一款更加方便快捷存储档案的一种密集柜,它具备了以上两种密集柜的优点,只是由于它的价格昂贵,并不是人们的 ,只被一些存取量大较多的大型企事业单位使用。

带你了解密集柜和档案柜的不同
密集柜和档案柜都是用来存放档案的档案办公家具,然而很多人都不知道密集柜和档案柜到底有什么区别?这两个产品是不是同一件东西?还是两件不同的东西,那有有什么区别呢?难道区别只是在名字上的差异吗?显然这些都不是,今天我们一起来了解下:
结构不同:密集柜又名移动密集柜,是在底部增加底架然后建设在道轨上,通过摇动单列架体的摇把从而使整体进行移动。有N个单体组成一个移动列,能在地面铺设的道轨上左右移动。有传动装置与防倾倒等装置来保护管理者的安全。因层次分明的结构,能够帮助档案管理人员更好、更快的整理档案,能从众多资料中找到自己所需的!而普通档案柜不能够进行移动,类似普通的文件柜,存储量有限。
配件不同:档案密集柜为拆装式结构,由底盘、道轨、立柱、挂板、搁板、侧面、门板、顶板、防尘板、传动机构等组成,可以双面存放档案。能够盛放大量的档案、资料、样品等。因为本产品使用密集储存行列分明的特别方式,为档案资料合理分类提供了前提,能够将相关知识摆放在同一列等等;从而加大增高了空间的利用率提高资料的存储量。而档案柜是一个整体,内部为单面放档案,有一定的局限性。
使用方法的不同:档案密集柜可单列或多列一起在导轨上行走,整个列组的每一列装有锁定装置。能够锁定单列架体,保证架体不会自行滑动。因此在开启操作前必须先打开总锁然后把锁定机构的开关拨至开的位置才能进行摇动操作。并且搁板可以根据档案的不同进行上下自由调节层与层之间的间距。档案柜只是固定的放在那,存储有限、使用有限风场的有局限性。
了解了密集柜与档案柜的区别,你可以更好的选择您需要的类型,为档案管理保驾护航。

档案密集架常用规格尺寸有:
一、2300x1140x800mm/每组,共2列10组,A、k列分别为全封闭带抽屉图纸存放柜,抽屉轨道为钢球连体轨道具有拉不掉功能,A、k列每组共12个抽屉合计120个抽屉。每层抽屉≥17公分,A、k列两面均带门带锁。
二、2300x950x560mm/每组共9列54组B、CDEFGHIJ列,为全封闭会计档案专列每组12层隔板。
密集架板材要求:
1、材质应该采用上海宝钢优质冷轨钢板,技术标准符合GB/T11253-89标准,材质为SPCC-SD、ST-12和Q195-235。
2、底架及轨道采用3mm冷板,折弯成型,轨道中间采用25mm×25mm冷板实心方钢;
3、主柱采用2mm冷板,挂板采用1.2mm冷板,折弯冲压成型; 4、架板和其它部位均采用1mm冷板,折弯冲压成型;
5、传动机构采用国内 进精密轴承,摩托车链条和滚轮;
6、表面防腐处理应采用乳化剂和碱性助洗剂脱脂,磷酸除锈,锌系薄膜型磷化、纯化, 粉末喷涂,立柱内壁的处理方法应和表面处理方法相同。
处理后应起到装饰防护性能好,附着力强,达到如下标准:光泽度为60%-70%,硬度≥0.4,冲击度>4N.M,附着力不低于2级(GB1720),浮膜厚度>20um。
7、地轨:地盘均为3.0mm冷轧板,轨道为20x20实心方钢,隔板、抽屉板材为1.2mm冷轧板,门板,顶板,侧面板,封闭板,防尘板,防鼠板等所有板材均为1.0mm,手摇把为钢制镀锌密集架专用摇把,传动系统为链条三级传动。


密集柜的特点解析:
1.左右边架一般为双层移动架或门板,门板有钢质和玻璃两种。
2.轨道组有三种形式:地面式、斜板地面式和埋入式。埋入式轨道组的予留沟槽面的水平偏差应不大于3mm/m,全长不大于10mm。
3.传动机构采用精密滚子链和调心轴承,传动灵活平稳,摇力轻便。手把式折叠式,可避免通行障碍。
4.每列架均装有制动装置。边架装有锁具,用于整组架锁闭。
5.底架组为整体式火分段组合式,加工精度高,具有对接互换性,节型范围宽,便用于运输安装等有点。
6.采用架板和有扣勾的挂板和挡杆,组装后平整、牢固。
档案库房密集架使用注意事项
河北鑫泉柜业与您分享:档案库房密集架在使用过程中需要的注意事项。
从影响档案保存寿命的外部因素看,一般不适宜温湿度、光照、灰尘、日、霉、水、火以及机械磨损等因素,都会造成对档案的破坏。所以要配备适合安全保管档案的档案库房密集架设备,采取措施,满足温湿度控制、防光、防火、防盗和防有害生物等档案保护技术要求。
一般在档案库房密集架使用的时候应该注意一下几点事项。 防火
火灾是能够对档案造成重大损失的直接隐患。因而,档案库房必须在满足消防要求上采取必要措施做好防护。在档案库房密集架库房的装修装饰上不应采用易燃材料,如一般木料、塑料等,而应使用耐燃、阻燃的材料如防火材料门、耐燃窗帘、电线等。同时应添置必须的消防器材,如灭火器等,有条件的企业还可以加装消防警报装置。 防盗
表面要求:除油、去锈处理工艺:工件表面的油污、锈斑及氧化层,经化学法清除脱脂后,没有油脂、浮浊液等污物,其表面被水。酸洗后的工件,没有目视可见的氧化物、锈斑等腐蚀现象,其表面色泽基本均匀。 磷化处理工艺:磷化处理主要采用浸渍法进行。磷化处理以锌钙的盐为主要成份溶液,经磷化槽液的配制、,按工艺规程要求进行。磷化后的工件,采用流动水清洗,工件表面的清洗质量,同时采用热的络酸溶液作封闭处理。 工件经磷化、水洗后,采用烘处理干燥后方可喷塑。经磷化处理后的工件与喷塑时间相隔一般不超过24小时。磷化膜外观:磷化后工件的颜色为灰色,膜层结晶致密,连续和均匀。膜层厚度一般控制为5毫米。磷化表面检验,采用检验溶液,观察滴液从天兰色变为淡或淡红色,并在规定时间内不变色。 成品入库转入喷塑工序。静电喷塑工艺:塑粉经高频、高压静电设备喷涂固化成膜。固化温度控制在180℃,时间控制在10~15分钟范围内。颜色要求,色泽一致,塑面均匀光滑、无划伤。检验标准:A、厚度:45—50微米按磁性测厚仪B、附着力:2级按C、抗冲击:45-50kg/cm按D、光泽:﹥85%按E、外观:没有明显流痕、渍痕、气泡。

 97992
赤峰档案密集架价格
97992
赤峰档案密集架价格